Автоматизированное производство столбов ограждений от компании Kallfass
Благодаря полностью автоматической линии постпойнтинг Kallfass, компания Ransford стремится повысить производительность производства столбов для заборов и ворот и при этом сократить объем ручной работы. В прошлом постпойнтинг (заострения) и загрузка установки Incising для нанесения надреза были полностью ручными и, следовательно, требовали много времени и работников.
Первые совещания по проекту между компаниями Ransford и Kallfass проводились 5 лет назад, до ковида. Первоначально основное внимание уделялось автоматической загрузке материала на установку Ransford Incising. После начала эпидемии Коронавируса дальнейшие обсуждения могли проводиться только в режиме онлайн через Microsoft Teams, но у команды Ransford была возможность увидеть систему постпойнтинг Kallfass в компании A&J Scott, Великобритания, которая была установлена в 2020 году.
«Все это происходило через Teams. Это было большим преимуществом, что мы имели возможность использовать такой инструмент, чтобы показать компании Ransford, какие решения мы можем предложить», – сказал Маттиас Линк, торговый представитель компании Kallfass. «Решение было принято очень быстро. Между компаниями Kallfass und Ransford установились настоящие доверительные отношения, которые позволяют нам вести бизнес таким образом, и это очень помогло нам». «Весь проект прошел очень хорошо, независимо от этого, что мы не могли встречаться, и все переговоры должны были проводиться онлайн», — добавил инженер-механик компании Ransford Джеймс Дэвис.
Перед использованием новой системы Kallfass компания Ransford использовала ленточную пилу Stenner. Надрез, распиловка и штабелирование столбов производились вручную. Для производства столбов для ворот использовалась ручной поперечно-пильный станок фирмы Graule, а круглое фрезерование верхушки столба осуществлялось с помощью небольшой специальной машины.
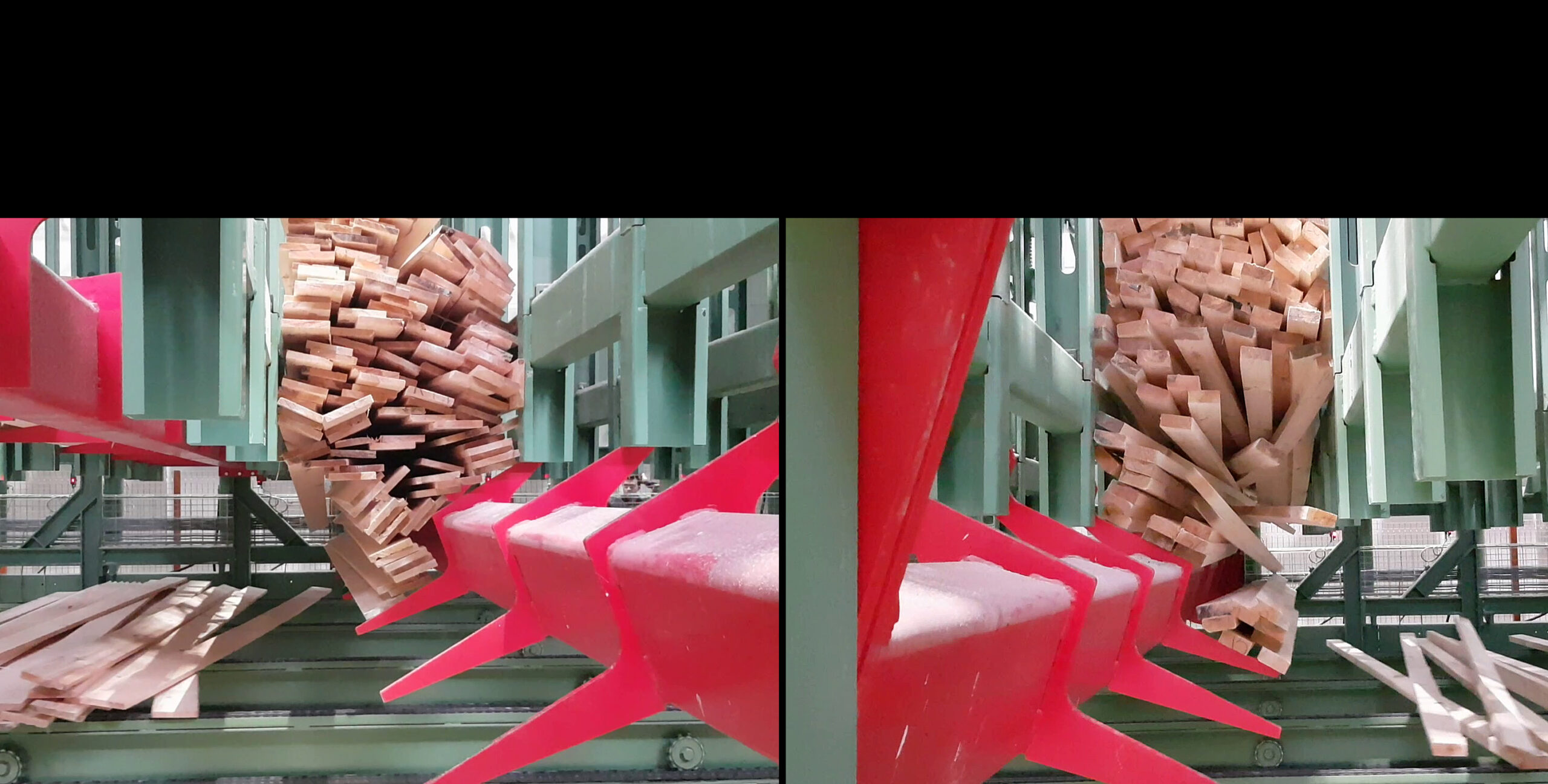
Новая производственная линия предназначена для столбов шириной 75-200 мм и длиной 1,5 – 3 м. Готовые пакеты имеют формат 1,2 м x 1,2 м. Сначала слои пакета расформировываются с помощью выталкивания в продольном направлении. Скребок для прокладок удаляет все возможные промежуточные прокладки перед автоматической подачей материала в установку для надреза фирмы RJH Enterprise. Еще до надреза, непригодная древесина вручную маркируются светящимся мелом. После прорезки люмисенсор обнаруживает цветом помеченную древесину, открывается клапан, и эта заготовка выбраковывается по желобу. Перед системой постпойтинг заготовки выравниваются по нулевой линии. Четыре дисковые пилы заостряют брусья со всех четырех сторон с глубиной резания не более 200 мм. Каждый элемент деревянной заготовки автоматически поворачивается три раза между дисковыми пилами.



















 перед первым прессом для CLT-панелей компании Kallfass.")




 заготовки выравниваются по нулевой линии.")







 вручную, но уже приняты меры для автоматической укладки прокладок.")
, управляющий директор производства компании CBD Bois г-жа Магали Кастильон (Magali Cassillon) и управляющий директор компании Kallfass Ханс Хайст (слева).")










 и измерением размеров (спереди)")




: Руководитель строгального цеха Эдуард Дюк, управляющий директор Holzwerke van Roje, Герхард Хаушулте, и управляющий директор компании Kallfass Ханс Хайст.")


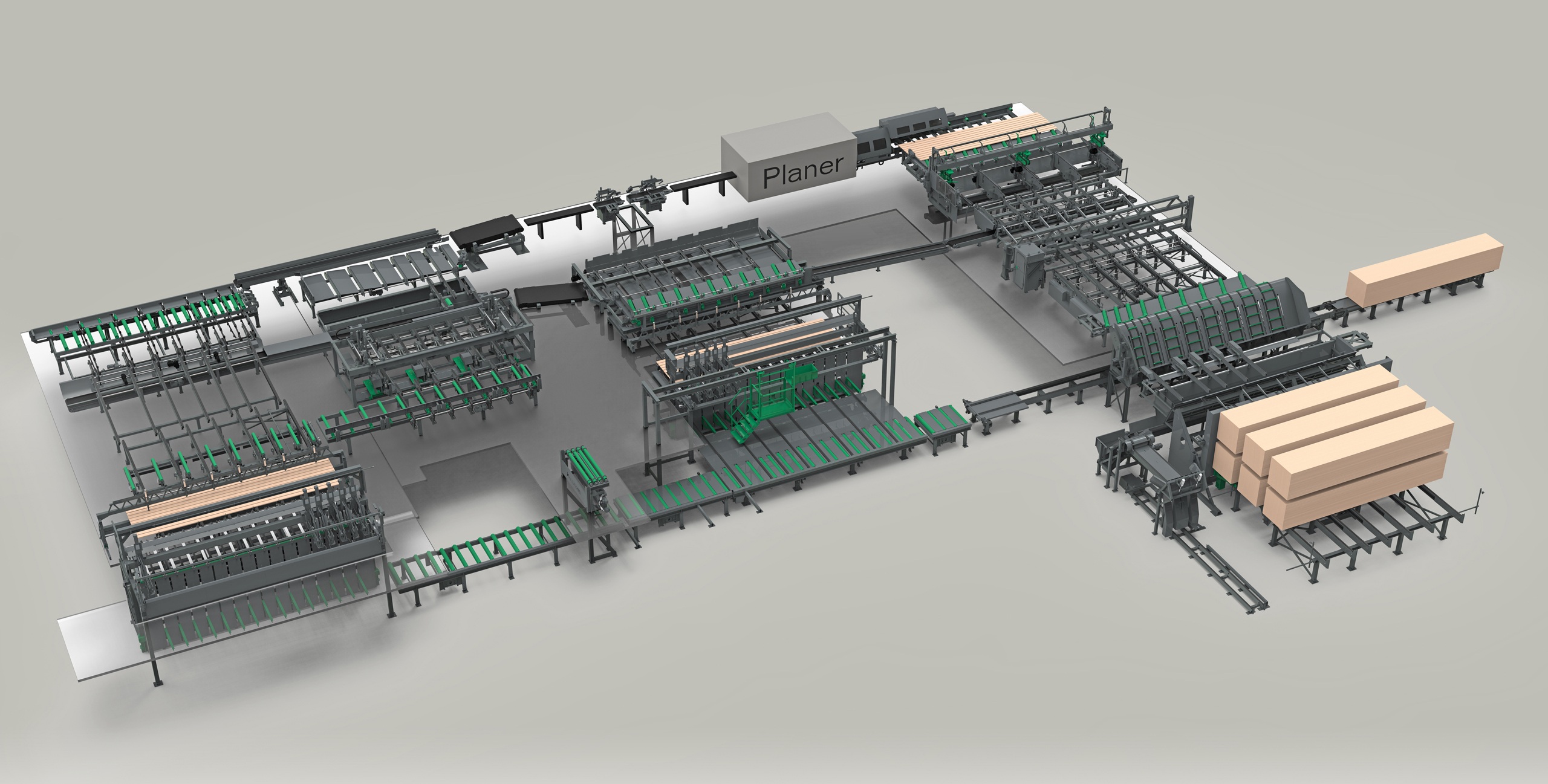
. После них в качестве дополнительного оборудования доступны упаковочная станция (2) и маркировочная станция (3), прежде чем лесоматериал через один из двух штабелеукладчиков (4 и 5) будет передан на установку для обвязки пленкой (6). Выход пакетов осуществляется вправо на имеющуюся в цехе платформу (7). Возможна выгрузка материала с сортировочного конвейера (8).")


 точильная камера, звукопоглощающая кабина строгального станка и сканер «Golden Eye».")
