Weitere Investitionen
Die automatisierte Post-Pointing Linie ist nicht die einzige Investition, die kürzlich bei Ransford getätigt wurde. 2018 wurde auf dem Gelände ein Gebäude für eine neue Behandlungsanlage errichtet, bestehend aus einem Hochdruckkessel und zwei Lösungsbehältern, einer für UC3 und einer für UC4. Der Hochdruckkessel fasst pro Wagen 30 m³ Wolman Konservierungsmittel und läuft im 24/7 Betrieb. Das bedeutet eine Verdopplung der Behandlungskapazität. Ein neuer Biomasse Boiler wurde installiert, um sowohl die Lösung im Produktionsprozess als auch die zuvor bestehende Behandlungsanlage, die aus drei kleinen Tanks und einem Trockner besteht, erwärmen zu können. „Der neue Behandlungstank kam gerade rechtzeitig, um die Nachfrage der letzten beiden Jahre decken zu können. Die alten Wagen fassten nur 15 m³, das heißt, wir haben jetzt eine Verdopplung der Kapazität pro Charge,“ sagte James Davies. Die ältere Behandlungsanlage wird noch für Einzelfertigungen, kleine Pakete, halbe Pakete und zur Bräunung von Holz verwendet.
Zwischenzeitlich wird gerade eine weitere Kallfass Anlage bei Ransford installiert und soll im Oktober fertig gestellt werden. Es handelt sich um eine neue Etagensortierung am Ende der Hauptsägelinie von EWD und vor der Post-Pointing Anlage. Die Etagensortierung kann große Querschnitte mit 6 – 8 inch (rund 15 – 20 cm) für Torpfosten und Holzschwellen aufnehmen. Die Anlagenkonfiguration umfasst eine automatische Stapelung und Mehrfachablängsäge. Momentan nutzt Ransford einen Gabelstapler zum Abladen, das sorgt für Engpässe. Die Teile werden auf einer kleinen Maschine abgelängt.
„Es ist eine riesige Anlageninstallation und große Investition für Ransford, die die Produktionszeiten noch weiter verbessern wird, sagt Matthias Link.“
Laut Ransford machen diese großen Investitionsprojekte deutlich, dass das Unternehmen mit Zuversicht auf die zukünftige Geschäftslage blickt. Weitere Investitionen werden sehr wahrscheinlich folgen. Ransford arbeitet im Einschichtbetrieb mit einer jährlichen Sägeleistung von 50.000 m³. Es besteht nicht die Absicht diese Ausbringungsmenge viel weiter zu erhöhen aber die Abläufe sollen effizienter werden.
Die nächste größere Investition bei Ransford wird ein Hochgeschwindigkeitsbesäumer sein. Die bestehende Anlage wurde 2004 installiert und gehört jetzt zum ältesten Teil des Sägewerks. Innerhalb der nächsten 5 Jahre soll sich das ändern. Auch hier geht es nicht darum die Produktionsmenge drastisch zu erhöhen, sondern im Produktionsprozess effizienter zu werden, dafür wird ersetzt, was ersetzt werden muss. Laut eigener Aussage will Ransford nicht die Welt verändern, sondern weiterhin, ganz unaufgeregt, seinen eigenen Weg gehen.




















, Sägewerksleiter Sylvain Mangournet und Frédéric Hiegel (Projektleiter Umbau) von B.D.D. (v. li.)")






 vor der ersten CLT-Presse aus dem Hause Kallfass.")












 per Hand aufgelegt, es wurden aber schon Vorkehrungen für eine automatische Leistenlegung getroffen.")
 vor der neuen Paketierung.")










 und Dimensionsvermessung (vorne)")




: Hobelwerksleiter Eduard Dück, der Geschäftsführer der Holzwerke van Roje, Gerhard Hauschulte, und Kallfass-Geschäftsführer Hans Haist.")


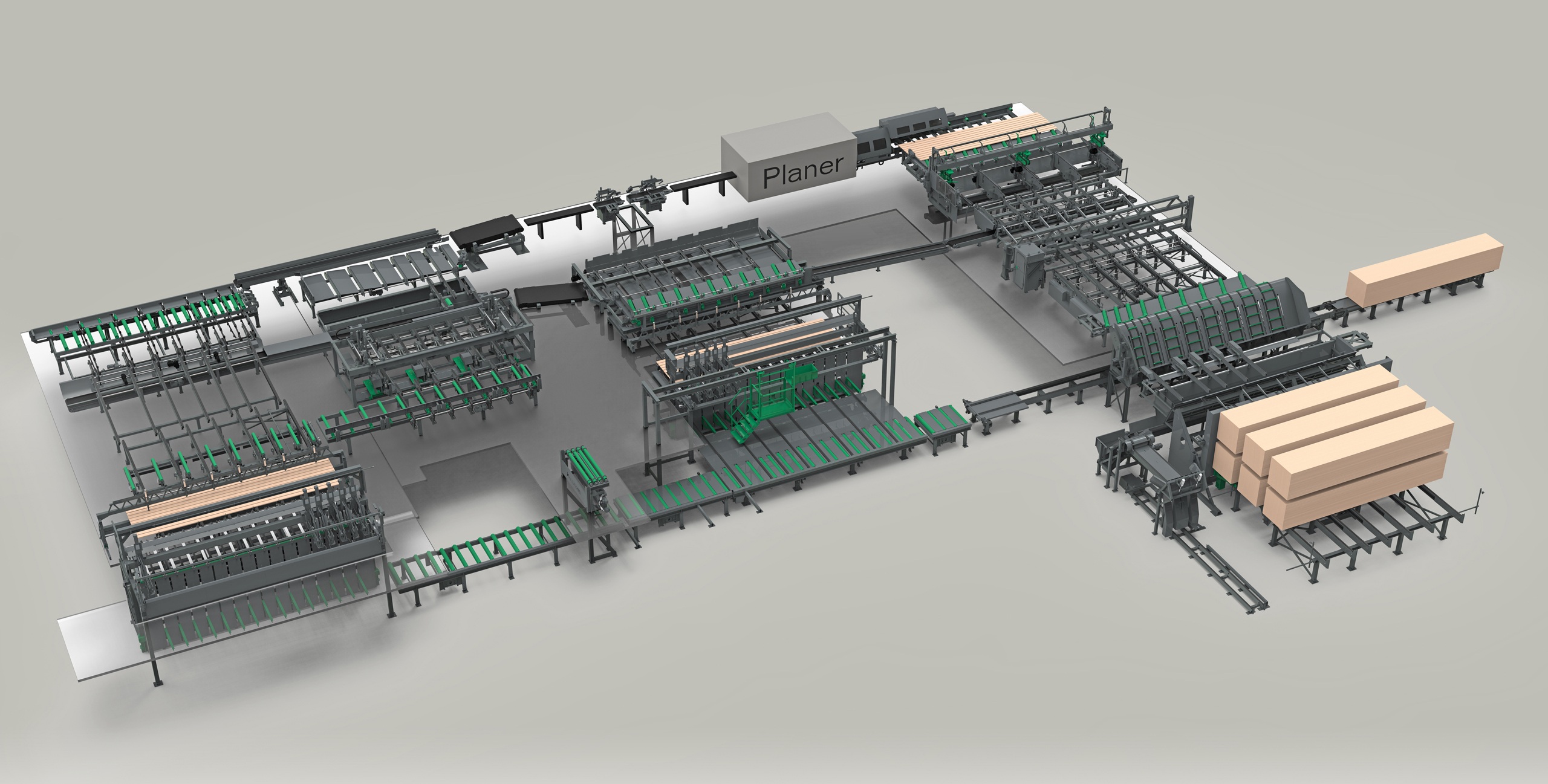
 installiert. Anschließend stehen als Optionen eine Bündelungsstation (2) und eine Markierstation (3) zur Verfügung, bevor die Ware über einen der beiden Stapler (4 und 5) an die Folier- und Umreifungsstation (6) weitergegeben wird. Der Ausgang der Pakete erfolgt nach rechts auf die vor der Halle liegende Abnahme (7). Das Ausschleusen von Material vom Sortierförderer ist möglich (8).")


 der Schärfraum, die Schallschutzkabine der Hobelmaschine und der „Golden Eye“-Scanner.")
