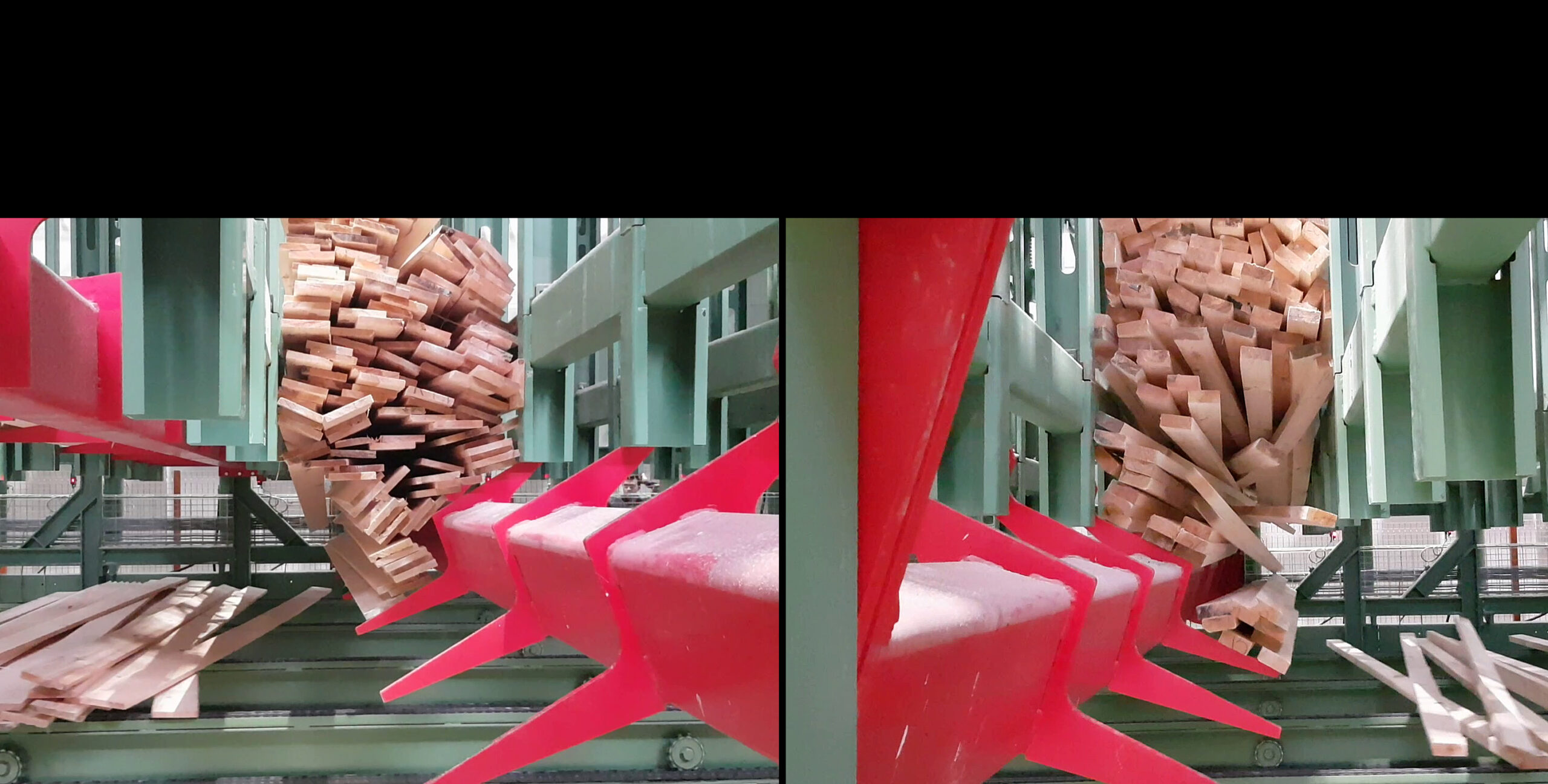
Bundling systems at a height of 6 m above the level sorter
Only workpieces that have been split in the planing machine and are narrower than 70 mm, as well as profiled boards, enter the Kallfass bundling system. The latter is installed 6 m above the level sorting unit. The sticks are labelled on an ascending belt conveyor before an aligning roller conveyor adjusts the sticks at the zero line. A motor-driven, height-adjustable gantry for applying labels is fitted with two labelling devices. Kallfass automatically assembles the sticks into bundles and straps them together. “We delivered six bundling units—so there is less adjusting required”, explains Goldhahn. Another labelling unit for the finished bundles is installed in the outfeed area.
All other boards enter one of Kallfass' six sorting levels. “Depending on the dimension, a package may have to be separated and placed on two levels. Because of the existing structural constraints, we had to proceed with this option”, Goldhahn explains. A pivoting conveyor is used to empty the individual levels. These boards are labelled as they pass through the production line.
Once the filling level has been reached, the levels are emptied, and the layers are formed. The boards pass through the Kallfass multiple cross-cut saw with five sawing units. The shortest cutting length is 800 mm. “The pivoting saws are equipped with tandem cylinders. This allows us to vary the cutting height up to 160 mm. In addition, the zero saw can be adjusted by 500 mm”, explains Kallfass’ project manager.
Subsequently, the stacking takes place. The machine is equipped with eight stick magazines. In order to achieve greater stability for the ongoing transport, the Kallfass system can also stack the boards diagonally. For lower packages, an auxiliary hoisting unit with swivel forks increases the capacity.
The wood packages intended for the subsequent production of glue-laminated timber are fed directly into this production area using a roller conveyor. A forklift truck can be used to remove packages halfway along the line. At the end of the roller conveyor, an automatic crane made by Voith automatically removes the packages. Shipping packages are moved to the right-hand side and below the stacker. Here, a height-adjustable film dispenser automatically places the film on the stack first. The Kallfass mechanical system transfers the stack to the strapping unit, which includes a packaging press and applies four edge protectors to the stack. Squared timbers are then placed on the package. The roller conveyor is partitioned into three sections so that strapping and placing the squared timber can take place simultaneously. Finally, the wood packages can be stacked by the downstream stacker. “As an alternative to foil wrapping or strapping, there is a bypass that is integrated inside a foiling tunnel. In order to use this option, the packages are deflected to the left-hand side downstream of the stacker”, explains Goldhahn.




















, sawmill manager Sylvain Mangournet, and Frédéric Hiegel (conversion project manager) at B.D.D. (from left to right)")






 in front of the first Kallfass CLT press.")












 laid manually, but measures have already been taken to introduce automatic stick placement.")
 in front of the new packing system.")










 and dimension measurement system (front)")




: Planing Mill Manager Eduard Dück, the Managing Director of Holzwerke van Roje, Gerhard Hauschulte and Kallfass Director Hans Haist.")


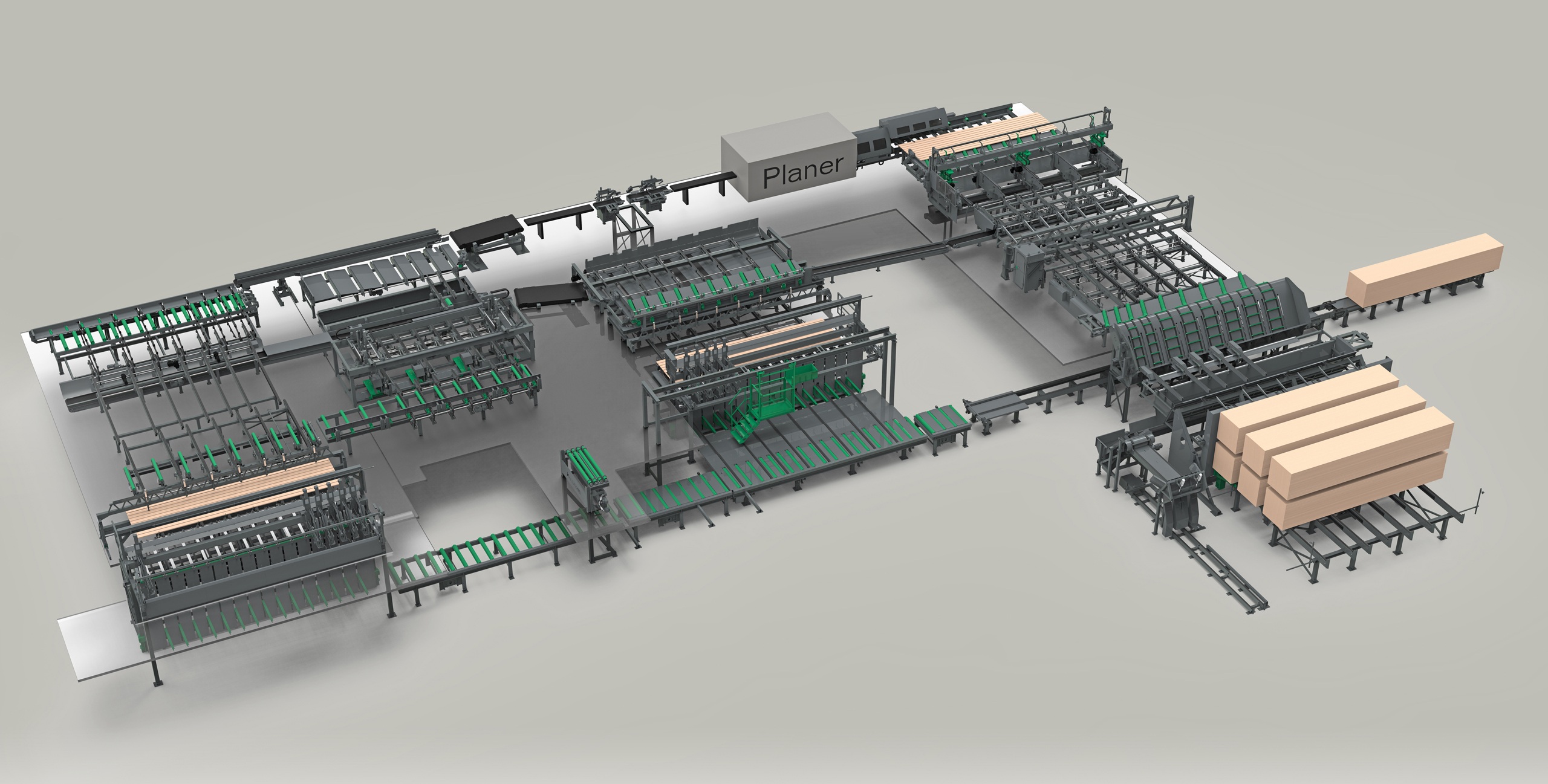
 is installed behind the Rex planing machine. Options then available are a bundling station (2) and marking station (3), after which the product is transferred to the wrapping and strapping station (6) by one of the two stackers (4 and 5). The packages are output to the right onto the acceptance point in front of the plant (7). Ejection of material from the sorting conveyor is possible (8).")


 the sharpening center, the noice-protection cabin of the planing machine and the “Golden Eye” scanner.")
