Bereitstellen
von Holzlamellen EN Provision of timber lamellas
von Holzlamellen EN Provision of timber lamellas

Kantenbeleimung/
Pressen von Holzlamellen EN Edge glueing / pressing of timber lamellas
Pressen von Holzlamellen EN Edge glueing / pressing of timber lamellas

Erzeugen von Querlagen EN Creating transverse layers

Bereitstellen von
Quer-/Längslagen EN Provision of transverse / longitudinal layers
Quer-/Längslagen EN Provision of transverse / longitudinal layers
 und Querlagen (re.), bevor diese zum Presskuchen zusammengestellt werden")
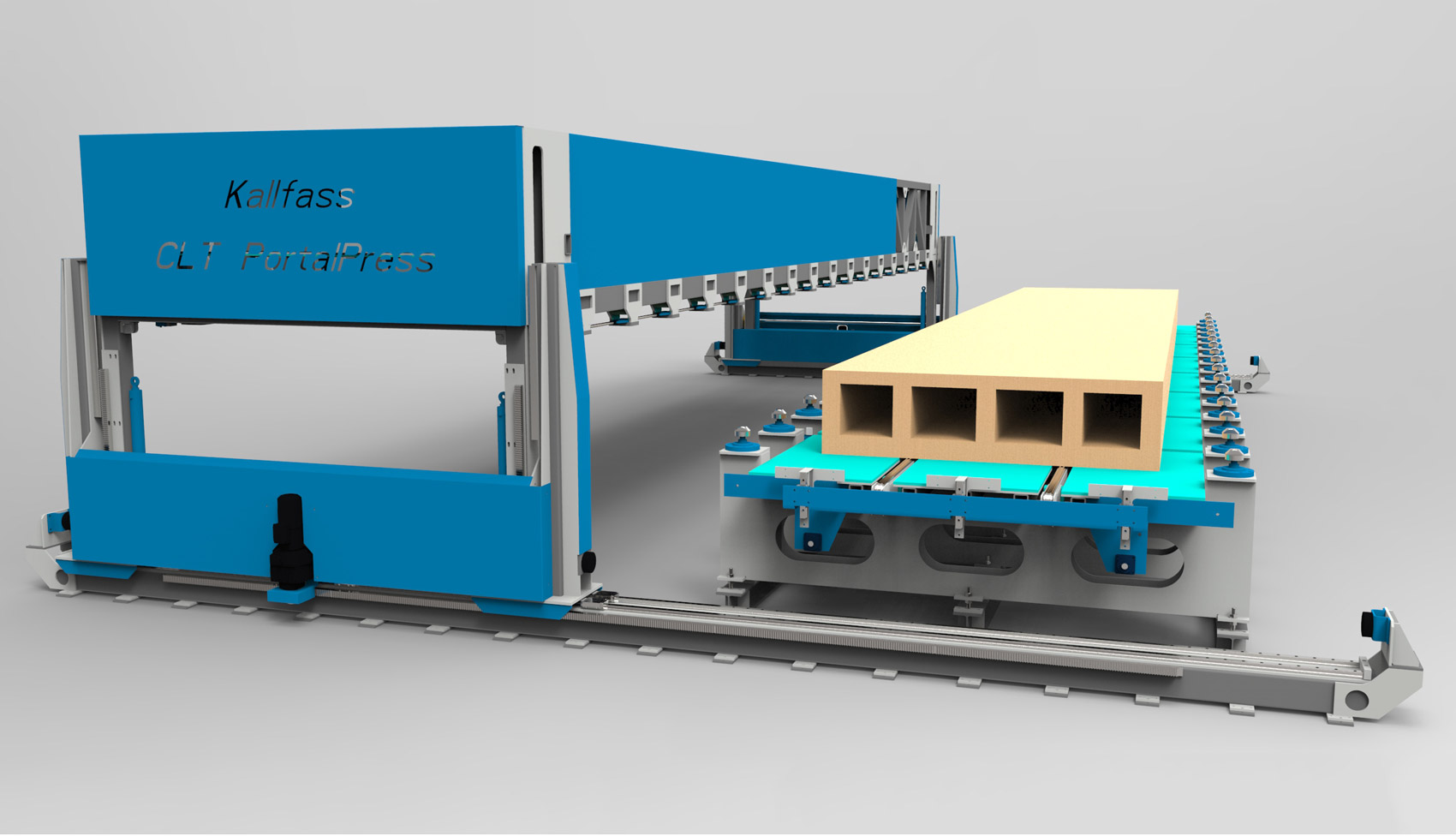
Presskuchen bilden EN Creating layer packages

Pressen EN Pressing
Presskuchen
vereinzeln/schleifen EN Separating / sanding layer packages
vereinzeln/schleifen EN Separating / sanding layer packages

Wenden von Einschichtplatten EN Turning single layer boards

Wenden von Großplatten EN Turning large panels

Festigkeitsmessung EN Strength measurement
Feuchtemessung EN Moisture measurement
Bereitstellen
von Holzlamellen EN Provision of timber lamellas
von Holzlamellen EN Provision of timber lamellas
Kantenbeleimung/
Pressen von Holzlamellen EN Edge glueing / pressing of timber lamellas
Pressen von Holzlamellen EN Edge glueing / pressing of timber lamellas
Erzeugen von Querlagen EN Creating transverse layers
Bereitstellen von
Quer-/Längslagen EN Provision of transverse / longitudinal layers
Quer-/Längslagen EN Provision of transverse / longitudinal layers
Presskuchen bilden EN Creating layer packages
Pressen EN Pressing
Presskuchen
vereinzeln/schleifen EN Separating / sanding layer packages
vereinzeln/schleifen EN Separating / sanding layer packages
Wenden von Einschichtplatten EN Turning single layer boards
Wenden von Großplatten EN Turning large panels
Festigkeitsmessung EN Strength measurement
Feuchtemessung EN Moisture measurement