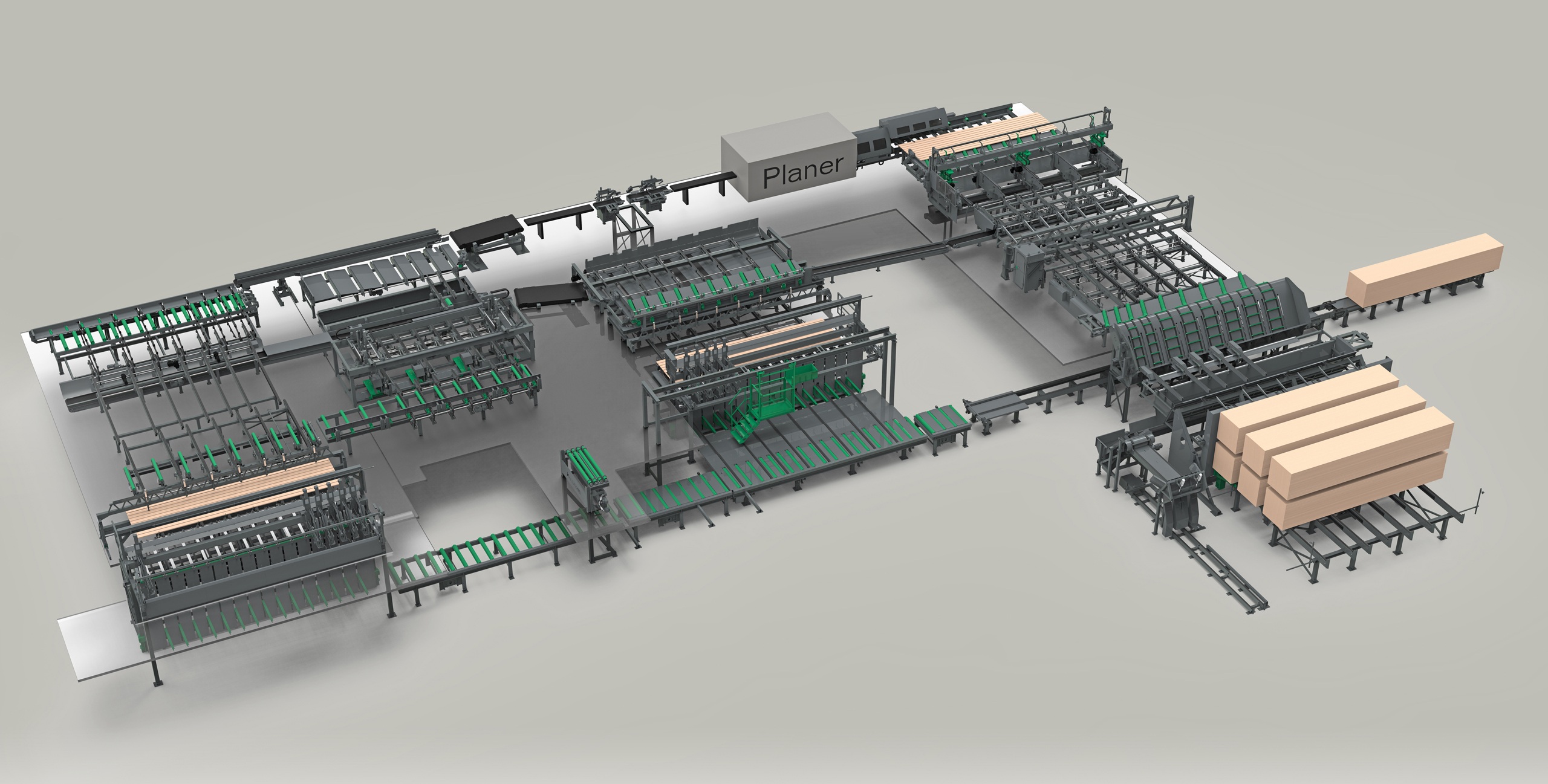
Entstapeln EN Destacking



Mehrfachablängen EN Multiple cross cutting
Beschicken EN Feeding
Bündeln EN Bundling
Stapeln mit Umreifen EN Stacking with strapping


Eintakter EN Single feed unit


Festigkeitsmessung EN Strength measurement
Feuchtemessung EN Moisture measurement
Schüsselungsvermessung EN Warp measurement
Leistenlegung EN Stick placement

Entstapeln EN Destacking
Mehrfachablängen EN Multiple cross cutting
Beschicken EN Feeding
Bündeln EN Bundling
Stapeln mit Umreifen EN Stacking with strapping
Eintakter EN Single feed unit
Festigkeitsmessung EN Strength measurement
Feuchtemessung EN Moisture measurement
Schüsselungsvermessung EN Warp measurement
Leistenlegung EN Stick placement