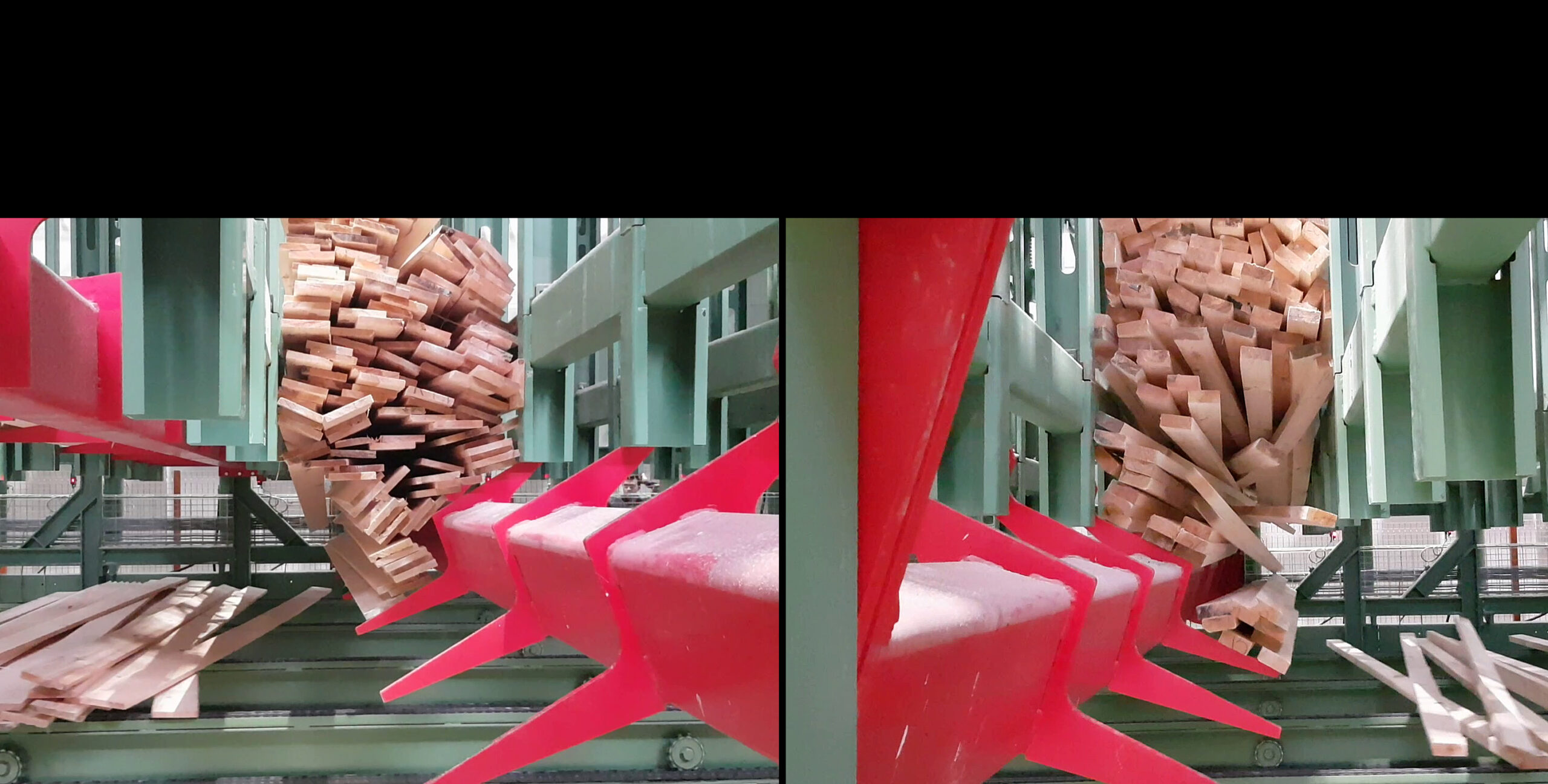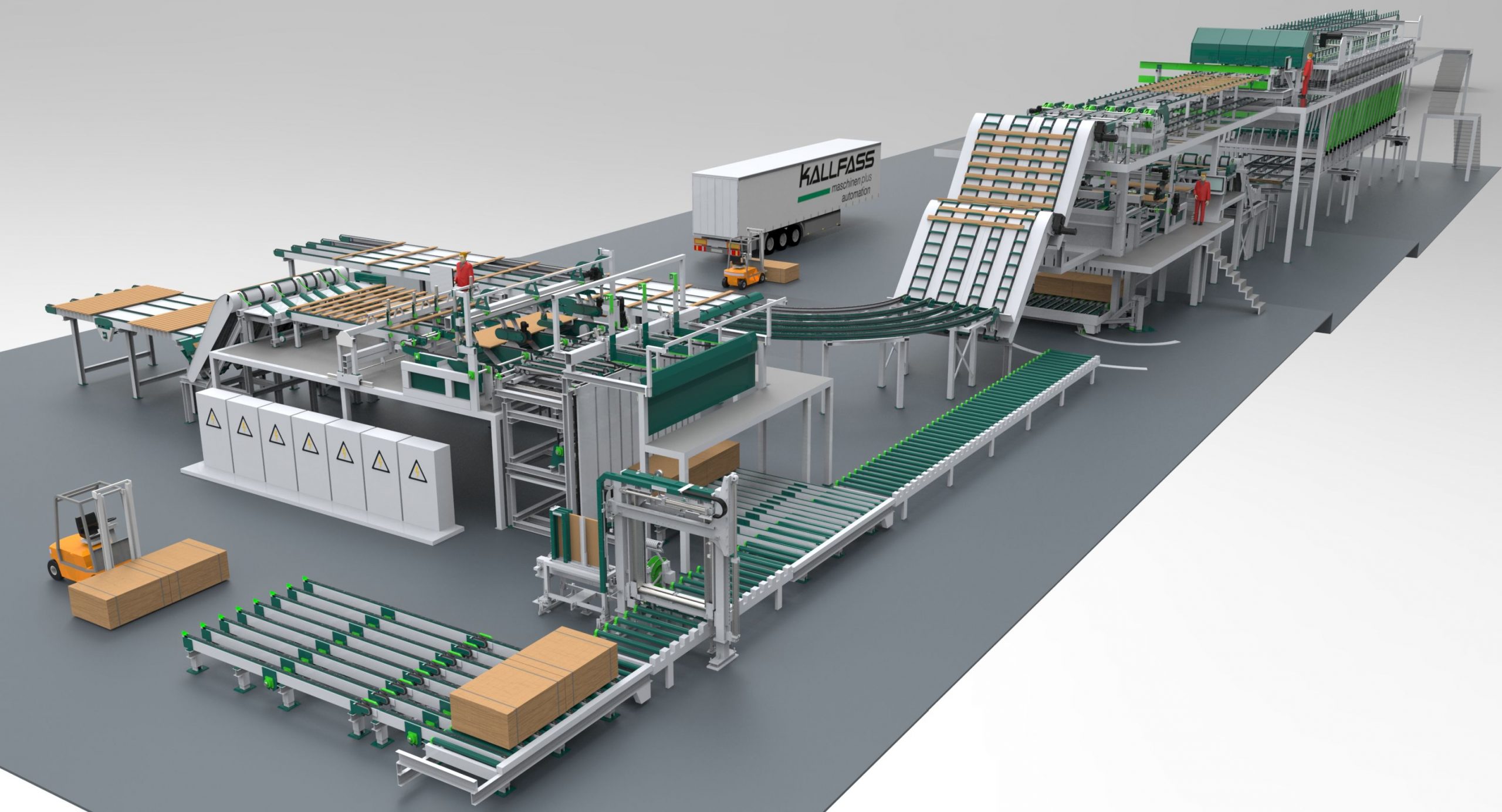

Vereinzeln EN Unscrambling
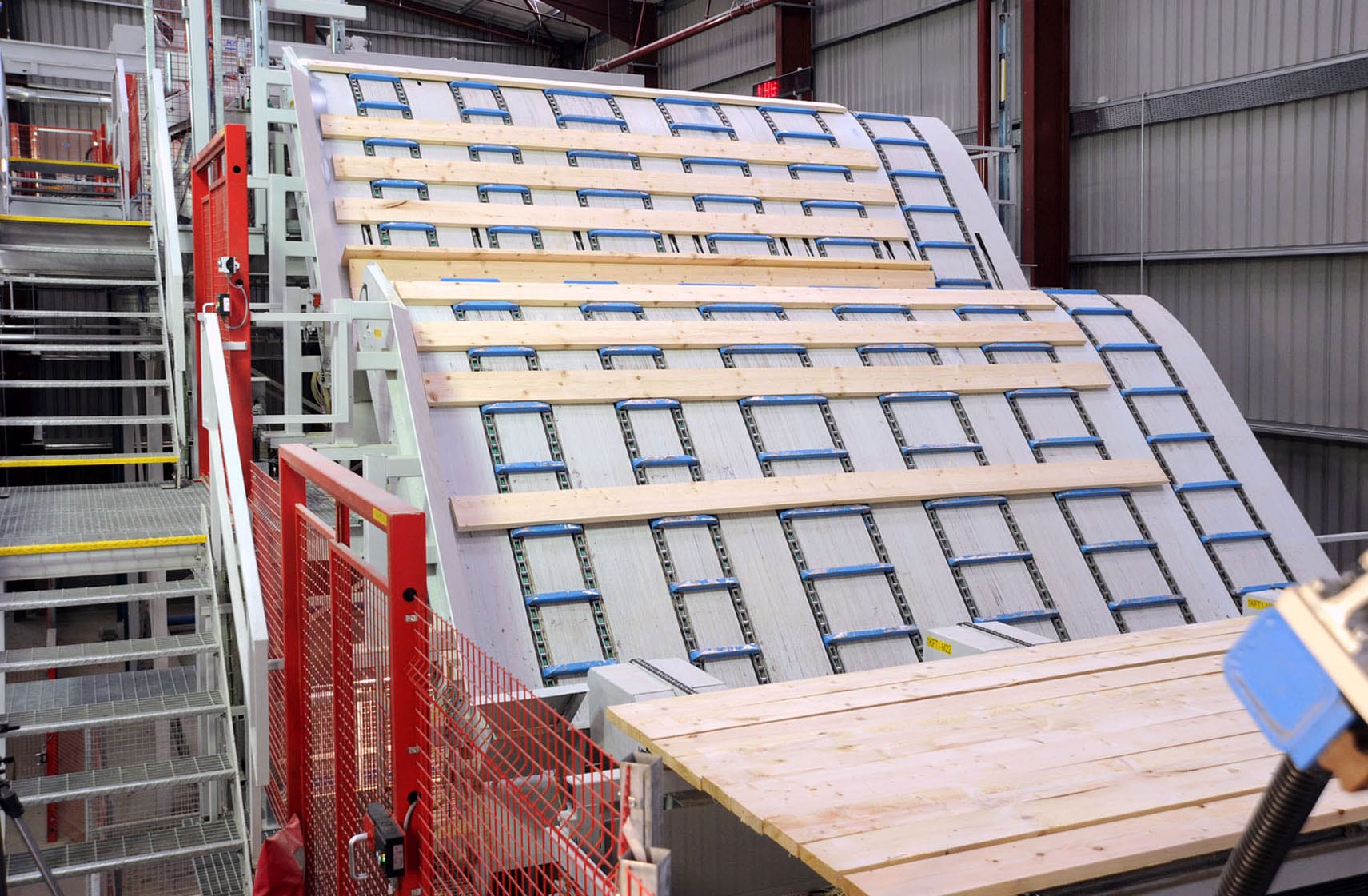
Beschicken EN Feeding
Sortieren EN Sorting


Stapeln mit Umreifen EN Stacking with strapping


Eintakter EN Single feed unit


Waldkantenscanner EN Wane scanner

Vereinzeln EN Unscrambling
Beschicken EN Feeding
Sortieren EN Sorting
Stapeln mit Umreifen EN Stacking with strapping
Eintakter EN Single feed unit
Waldkantenscanner EN Wane scanner
Zuführen & Entstapeln EN Charging & Destacking



Beschicken EN Feeding
Beschicken EN Feeding
Sortieren EN Sorting


Beschicken EN Feeding

Mehrfachablängen EN Multiple cross cutting
Stapeln mit Umreifen EN Stacking with strapping
Qualitätsscanner EN Quality scanner

Zuführen & Entstapeln EN Charging & Destacking
Beschicken EN Feeding
Beschicken EN Feeding
Sortieren EN Sorting
Beschicken EN Feeding
Mehrfachablängen EN Multiple cross cutting
Stapeln mit Umreifen EN Stacking with strapping
Qualitätsscanner EN Quality scanner