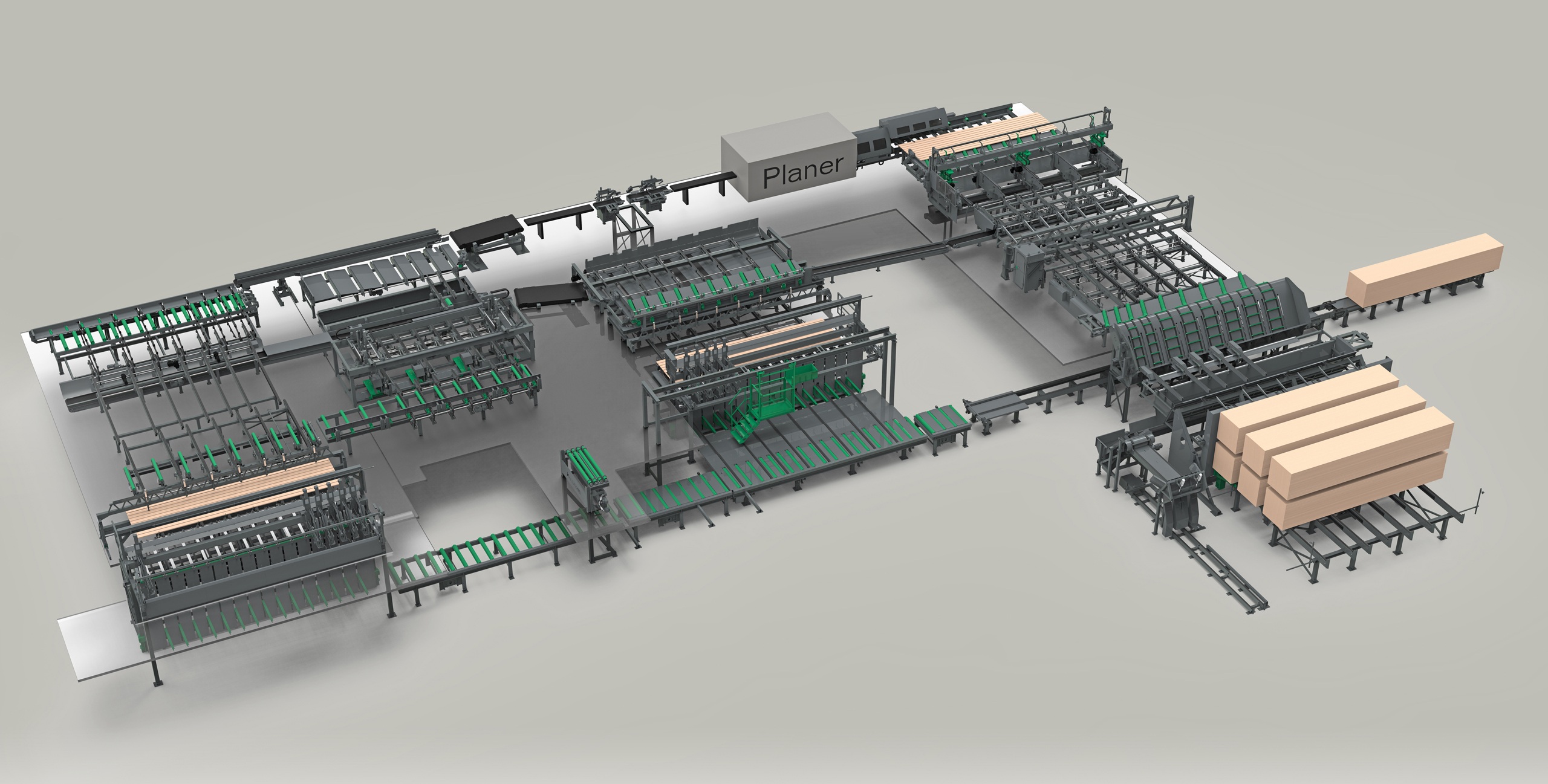
Flux de matériau entièrement automatisé
EMPILAGE : lots d’expédition
L’empilage de bois de sciage (même en longueurs multiples) peut s’effectuer avec des lamelles d’empilage ou des palonniers à ventouse. Au cours de celui-ci, le bois de sciage est collecté en couches et posé en couches sur le lot d’expédition à former. Pour stabiliser le lot d’expédition, des liteaux d'expédition peuvent être posés entre plusieurs couches. La pose de liteaux est automatisée. Si besoin, la stabilité du lot d’expédition est renforcée au moyen d’un cerclage de colis. Ce faisant, des panneaux de bois équarri peuvent être placés en-dessous de la pile et, si souhaité, les piles de bois peuvent être pressées les unes avec les autres. Les clients qui ne souhaitent pas avoir recours à des liteaux de renforcement parce que le paquet de bois ne doit être déplacé qu'au sein de l’entreprise peuvent avoir recours à l’empilage en décalage.