Bereitstellen
von Holzlamellen FR Mise à disposition des lamelles de bois
von Holzlamellen FR Mise à disposition des lamelles de bois

Kantenbeleimung/
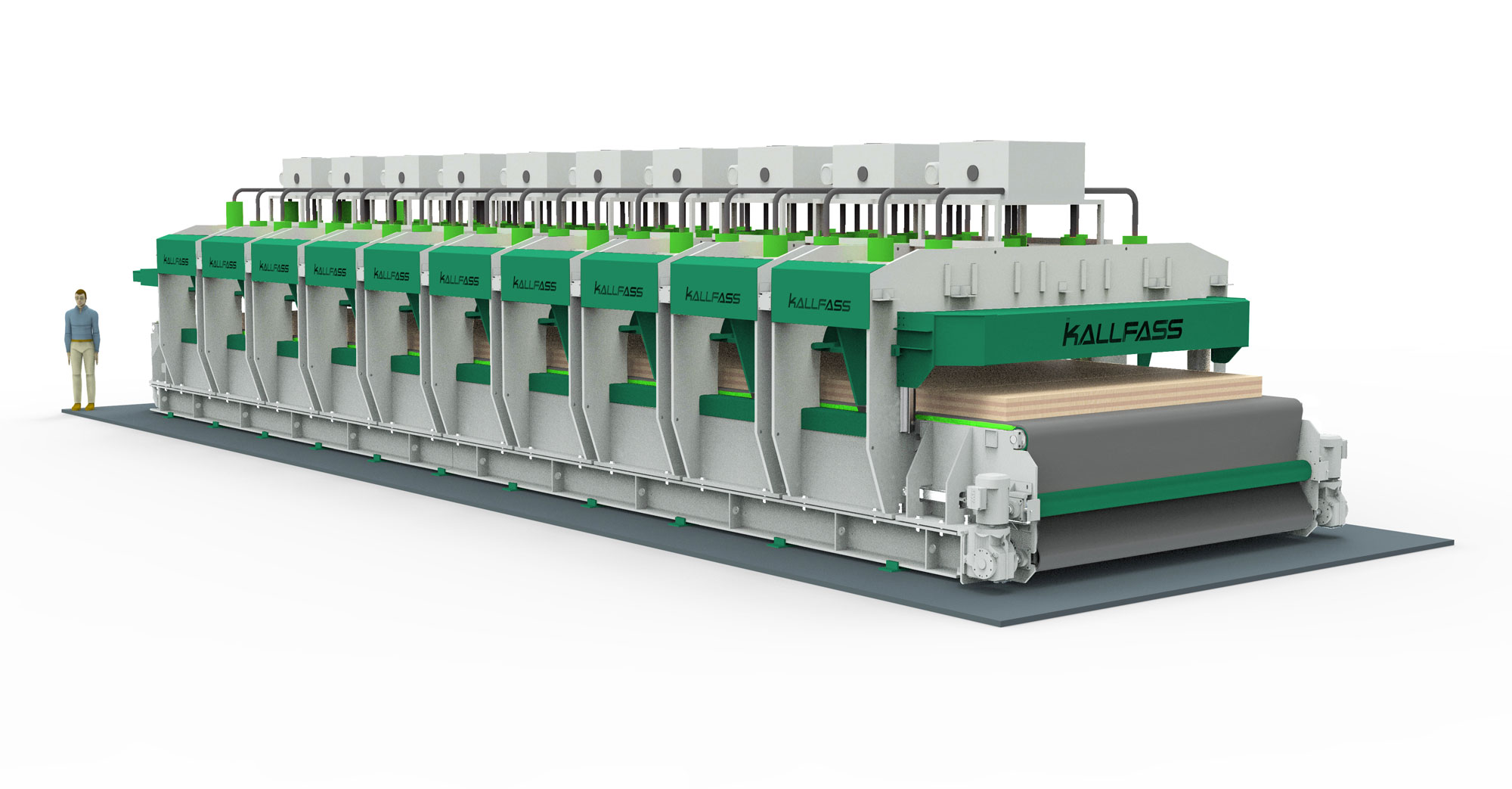
Pressen von Holzlamellen FR Collage des chants/pressage des lamelles de bois
Pressen von Holzlamellen FR Collage des chants/pressage des lamelles de bois

Erzeugen von Querlagen FR Production de couches transversales

Bereitstellen von
Quer-/Längslagen FR Mise à disposition des couches transversales/longitudinales
Quer-/Längslagen FR Mise à disposition des couches transversales/longitudinales
 und Querlagen (re.), bevor diese zum Presskuchen zusammengestellt werden")
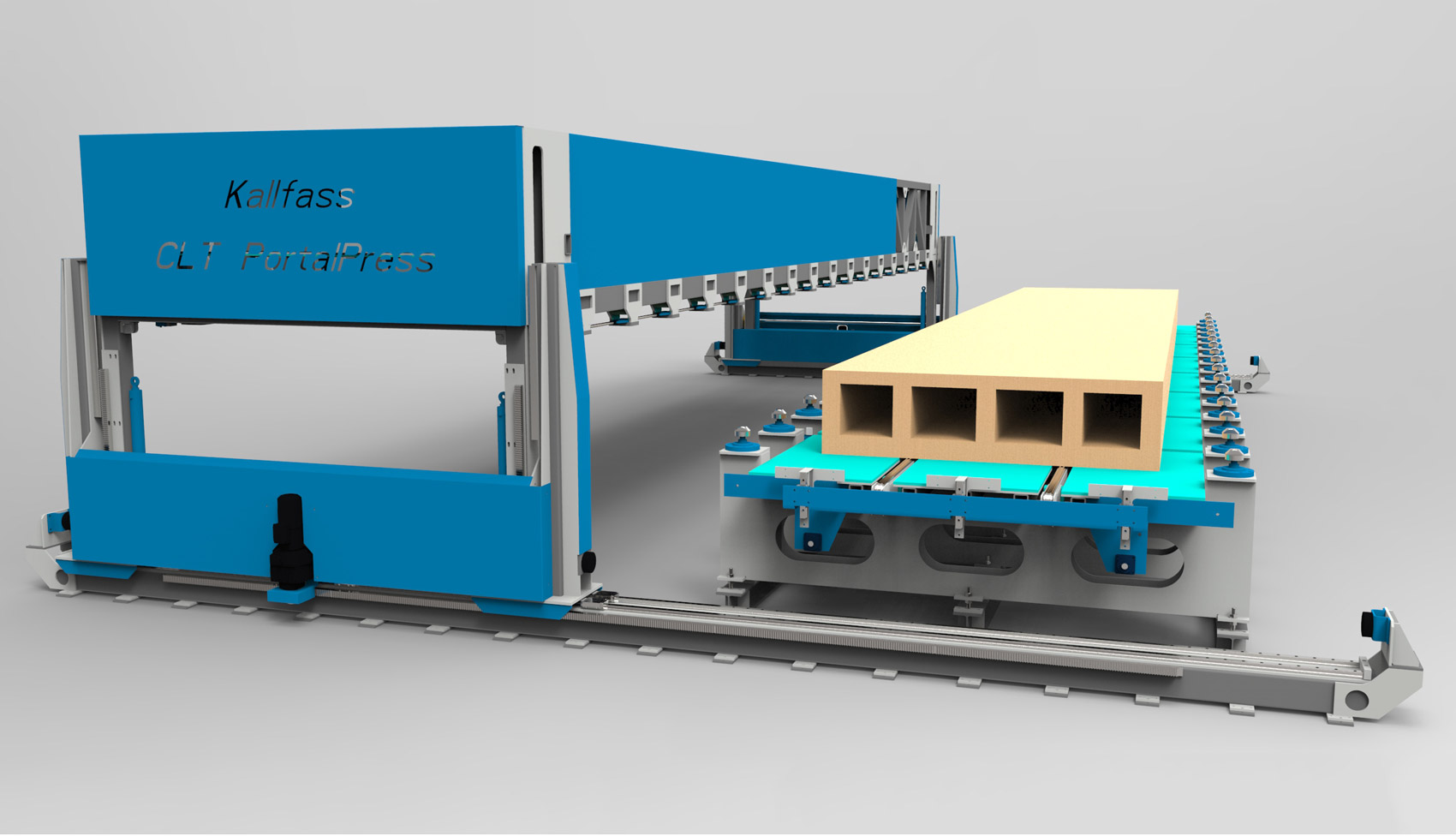
Presskuchen bilden FR Formation du gâteau de presse

Pressen FR Pressage
Presskuchen
vereinzeln/schleifen FR Séparation/meulage gâteau de presse
vereinzeln/schleifen FR Séparation/meulage gâteau de presse

Wenden von Einschichtplatten FR Retournement des panneaux monocouche

Wenden von Großplatten FR Retournement des panneaux volumineux

Festigkeitsmessung FR Mesure de la solidité
Feuchtemessung FR Mesure de l'humidité