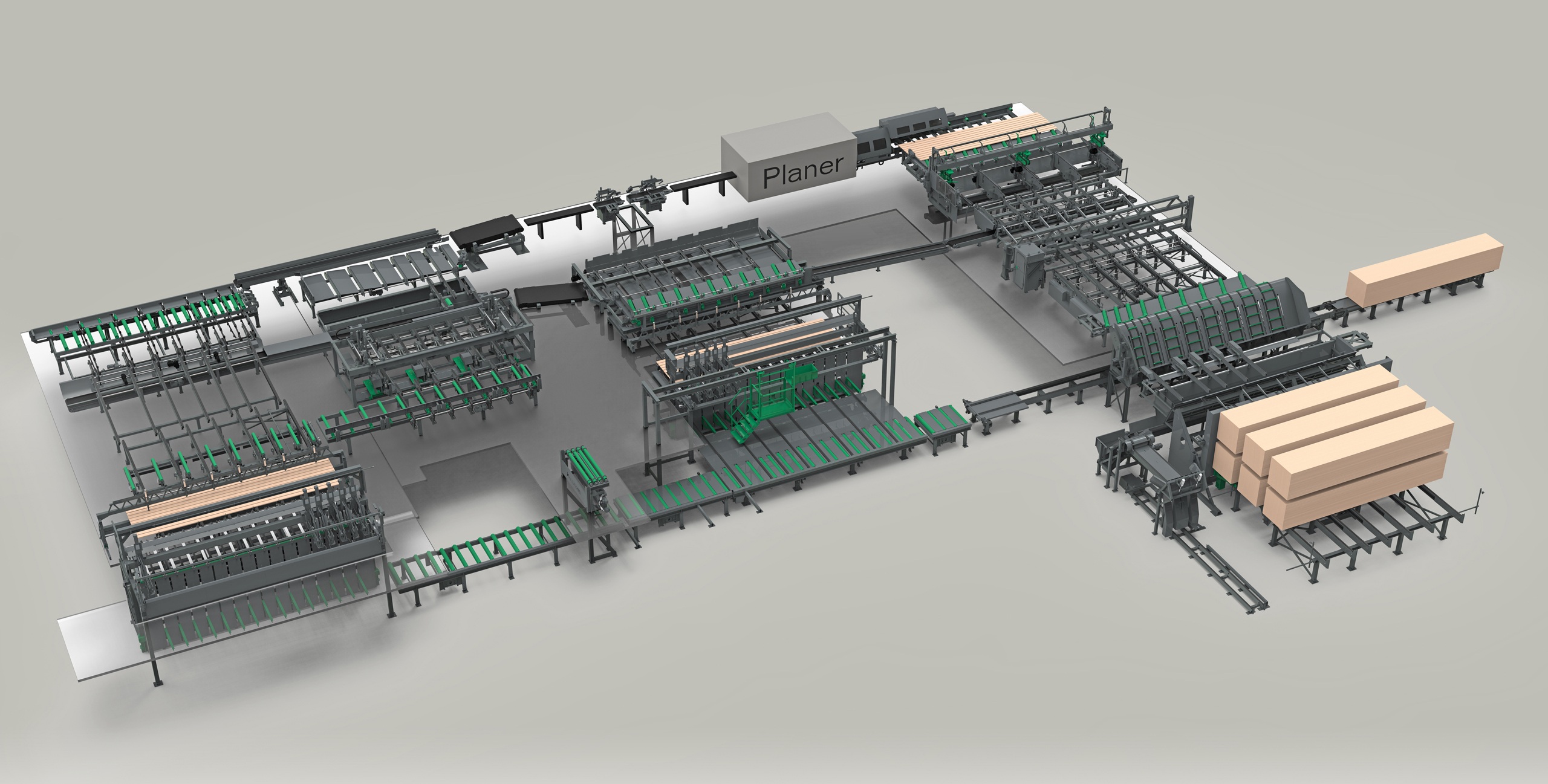
Entstapeln




Mehrfachablängen

Beschicken

Bündeln

Stapeln mit Umreifen


Eintakter


Festigkeitsmessung
Feuchtemessung
Schüsselungsvermessung
Leistenlegung


Entstapeln
Mehrfachablängen
Beschicken
Bündeln
Stapeln mit Umreifen
Eintakter
Festigkeitsmessung
Feuchtemessung
Schüsselungsvermessung
Leistenlegung