Bereitstellen
von Holzlamellen
von Holzlamellen

Kantenbeleimung/
Pressen von Holzlamellen
Pressen von Holzlamellen

Erzeugen von Querlagen

Bereitstellen von
Quer-/Längslagen
Quer-/Längslagen
 und Querlagen (re.), bevor diese zum Presskuchen zusammengestellt werden")
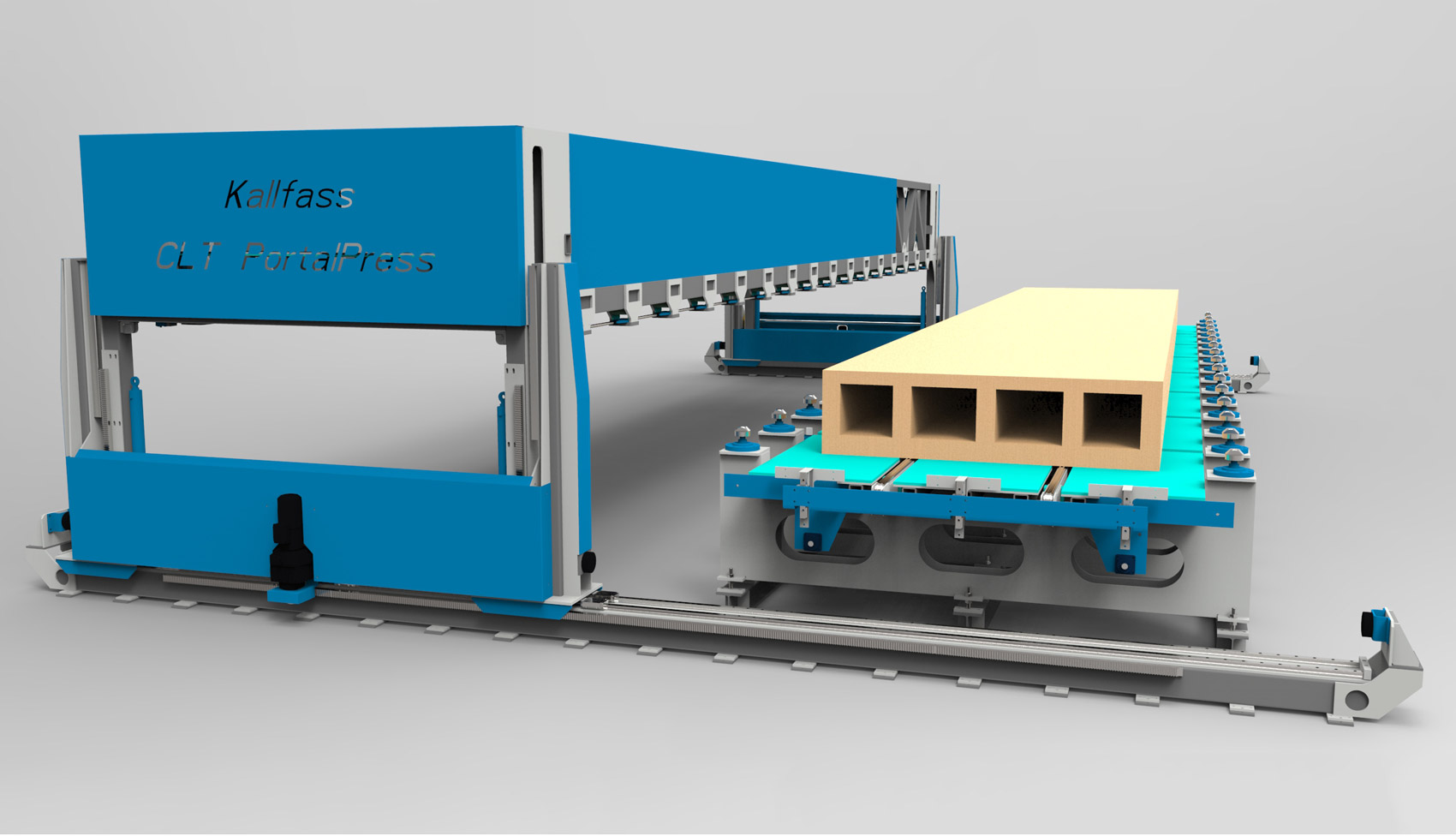
Presskuchen bilden

Pressen
Presskuchen
vereinzeln/schleifen
vereinzeln/schleifen

Wenden von Einschichtplatten

Wenden von Großplatten

Festigkeitsmessung
Feuchtemessung
Bereitstellen
von Holzlamellen
von Holzlamellen
Kantenbeleimung/
Pressen von Holzlamellen
Pressen von Holzlamellen
Erzeugen von Querlagen
Bereitstellen von
Quer-/Längslagen
Quer-/Längslagen
Presskuchen bilden
Pressen
Presskuchen
vereinzeln/schleifen
vereinzeln/schleifen
Wenden von Einschichtplatten
Wenden von Großplatten
Festigkeitsmessung
Feuchtemessung