Со стороны компании Kallfass на объекте находились один или два механика, два электрика и в конце года – один программист, и, как отметил Маттиас Линк, «они получили отличную поддержку со стороны сотрудников MTG». «Сотрудничество было очень хорошим», - сказал он, добавив, что Murray точно придерживался графика.
В конце года, однако, сотрудникам компании Kallfass стало все труднее посещать Ирландию, и многие усовершенствования пришлось проводить дистанционно. «Компания MTG установила в различных точках завода видеокамеры, поэтому мы могли просматривать все процессы, вносить изменения и выполнять настройки, а затем убедиться, что они идут по плану», – сказал Маттиас Линк. «Конечно, дополнительно помогло то, что команда MTG очень технически подкована и могла точно описать ситуацию и предоставить подробную информацию».
Существуют два варианта загрузки линии распиловки и штабелирования. В первом случае передача осуществляется из имеющейся сортировочной установки, откуда материал партиями подаётся через угловую передачу на новое оборудование. Всё содержимое сортировочного бокса (максимальная длина пиломатериала около 5,3 м) поступает в виде партии на поперечный конвейер и передается на новый участок линии.
В другом случае, пакеты, поступающие из сушильных камер, как и прочие пакеты разбираются, обрезаются по длине, снова штабелируются и обвязываются.
Если материал подаётся посредством разгрузочного опрокидывающего устройства, пакеты (максимальный размер 1240 мм ширина x 1500 мм высота x 5300 мм длина) разбираются, посредством конвейерной ленты прокладки удаляются и сбрасываются в контейнер для сбора. Пиломатериал же поступает слоями по наклонному цепному конвейеру на ступенчатый разобщитель. Следующий за ним цепной разобщитель осуществляет разъединения досок, которые затем выравниваются на нулевую линию с помощью рольганга. Теперь оператор может визуально оценить древесину и, при необходимости, вытянуть доску на себя, чтобы впоследствии отторцевать поврежденную или обзольную её часть.
Затем материал перемещается слоями на многократный поперечно-пильный станок, оснащенный пятью переставляющимися на различную длину досок и пневматически управляемыми пильными агрегатами, два из которых в исполнении, позволяющем наклонять их на 30°. Благодаря косвенному приводу, доски могут быть обрезаны до минимальной длины 750 с точностью до миллиметра. Максимальная производительность штабелирования пакетов составляет 10 слоёв в минуту. Пакеты либо снимаются с помощью вилочного погрузчика, либо, при необходимости, транспортируются по рольгангу на обвязочную машину.
«Пакеты для сушки снимаются сразу, транспортные пакеты обвязываются», – объясняет Маттиас Линк.
: Руководитель строгального цеха Эдуард Дюк, управляющий директор Holzwerke van Roje, Герхард Хаушулте, и управляющий директор компании Kallfass Ханс Хайст.")


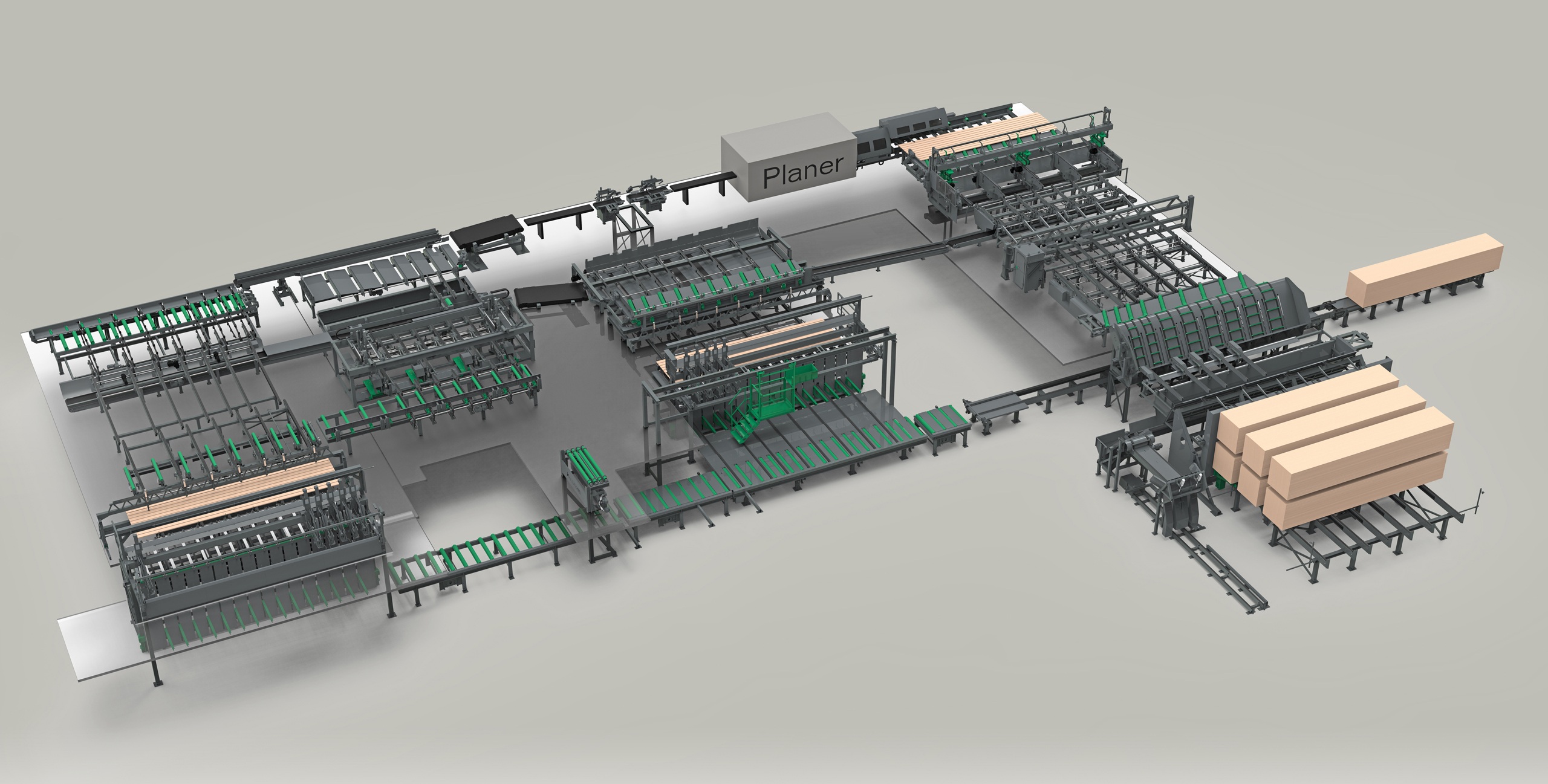
. После них в качестве дополнительного оборудования доступны упаковочная станция (2) и маркировочная станция (3), прежде чем лесоматериал через один из двух штабелеукладчиков (4 и 5) будет передан на установку для обвязки пленкой (6). Выход пакетов осуществляется вправо на имеющуюся в цехе платформу (7). Возможна выгрузка материала с сортировочного конвейера (8).")


 точильная камера, звукопоглощающая кабина строгального станка и сканер «Golden Eye».")






 и Доминик Хаузер (справа) с Вольфгангом (2-ой слева) и Фабианом Колбом на новой сортировочной установке.")




 перед устройством продольной подачи пиломатериалов в строгальную машину.")

















: руководитель проекта со стороны компании Kallfass и владелец концерна Cordes")









 с руководителем проекта компании Kallfass Маттиасом Линком.")

 облегчают работу.")





.")







.")





.")
 лесопильный завод Hegener-Hachmann реализовывает свою высококачественную продукцию массивных деревянных половых покрытий из хвойных и лиственных пород дерева.")