
Im Mai 2022 startete Cordes Holz in Bremerhaven/DE die neue Hobellinie. Bei der Mechanisierung setzt das Unternehmen auf das Können von Kallfass, Baiersbronn/DE. Und Können war wahrlich gefragt: Die Linie ist in hohem Maße flexibel, was gleichzeitig die Komplexität erhöht.
Die Spezialität der Hobel- und Gütesortierlinie beginnt schon bei der Paketaufgabe, welche Kallfass zweistöckig ausführte. „Auf der unteren Etage kommen die Pakete geradeaus in Richtung der BSH-Produktion. Auf der oberen Ebene gelangt das Holz über eine lange Rollenbahn zur Kippentstapelung“, erzählt Kallfass-Projektleiter Enrico Goldhahn. Die Pakete werden lagenweise vereinzelt, wobei die Stapelleisten automatisch gesammelt werden. Ein Vorvereinzeler bringt die Bretter zum Vereinzeler, der mit einer Dickenmessung ausgestattet ist. Liegen zwei Holzteile aufeinander, werden beide Teile ausgestoßen und in den Vereinzelertrog zurückgeworfen. Ziel ist ein möglichst mannloser Betrieb. Nach der Ausrichtung an der Nulllinie vereinzelt ein TongLoader® den Bretterfilm. Dessen Leistung beziffert Goldhahn mit maximal 80 Stück pro Minute.
Sämtliche Vermessung im Querdurchlauf
Im Querdurchlauf folgen ein Mesutronic-Metalldetektor sowie eine Stirnfräse, welche die Hölzer für die spätere Festigkeitsmessung vorbereitet. Außerdem lieferte Microtec die Feuchtemessung M3 Scan, die Schüsselungs- und Jahresringerkennung Optiside, die Konturvermessung Curvescan und die Festigkeitsprüfung Viscan. Sämtliche Vermessungen passieren im Durchlauf. Der nachfolgende Wender von Kallfass bekommt das Signal zum Wenden vom Optiside-Scanner. Nicht passende Werkstücke werden ausgeschleust.

Mesutronic Metalldetektor
Hobelung oder Gütesortierung
Hier trennen sich die Wege: Für eine reine Gütesortierung werden die Gutteile vollautomatisch hinter der Rex-Hobelmaschine über einen Bypass mit einer Geschwindigkeit von bis zu 400 m/min vorbeigeschleust.
Variante 2: Die zu hobelnden Gutteile werden der Hobelbeschickung von Kallfass zugeführt, wobei ein Beschleunigungsförderer die Holzzufuhr optimiert. Die Leistung beim Einzug beziffert Goldhahn mit 80 Takten pro Minute. In der Hobelanlage werden Vorschubgeschwindigkeiten von bis zu 350 m/min gefahren. Hinter der Hobelung bringt ein Förderband die Bretter zum Microtec-Goldeneye. Der gesamte Bereich Einzug/Scanner/Auszug lässt sich nach links aus der Hobellinie oder nach rechts in die Bypasslinie verschieben. Wird nicht gescannt, kann anstelle des Scanners ein Bypassband motorisch in die Linie geschoben werden. Nach dem Scannen geht es in die Markierstation, die sich ebenfalls in die Bypasslinie verschieben lässt. Slowdown-Bänder übergeben die Teile an den Dachkettenförderer. „Dabei können die Teile entweder aus dem Bypass oder der Hobellinie kommen – nie aus beiden gleichzeitig“, erläutert Goldhahn.
Am Sortierplatz teilt ein Bediener die Bretter in drei Qualitäten ein, indem er sie manuell ein Stück auf dem Beurteilungskettenförderer vorzieht. Ein Stößeleintakter übergibt die Ware (80 Stück pro Minute) an den Zuteilförderer der Etagensortierung. In diesem Bereich erfolgen die Breiten- und Dickenvermessung. Außerdem lesen drei Lumitaster die aufgebrachte Markierung und die Steuerung vergleicht diese mit dem Scanergebnis. Danach trennen sich wieder die Wege.

Kallfass Etagensortierung
Bündelungsanlagen in 6 m Höhe über Filmetagen
Werkstücke, welche in der Hobelmaschine gesplittet wurden und schmaler als 70 mm sind, sowie Profilbretter gelangen ausschließlich zur Kallfass-Bündelungsanlage, die sich oberhalb der Etagensortierung auf 6 m Höhe befindet. Die Leisten werden auf einem ansteigenden Riemenförderer etikettiert, bevor eine Ausrichtrollenbahn diese an der Nulllinie ausrichtet. Das Portal für die Etikettierung ist motorisch höhenverstellbar und mit zwei Etikettiergeräten bestückt. Kallfass setzt die Leisten automatisch zu Bunden zusammen und umreift diese. „Wir haben sechs Bündelungsaggregate geliefert – damit muss man weniger verstellen“, berichtet Goldhahn. Im Auslaufbereich befindet sich eine weitere Etikettierung für die fertigen Bunde.
Alle anderen Bretter gelangen in eine der sechs Filmetagen von Kallfass. „Je nach Dimension kann es sein, dass ein Paket auf zwei Etagen aufgeteilt werden muss. Diese Möglichkeit mussten wir aufgrund der baulichen Gegebenheiten umsetzen“, führt Goldhahn aus. Die Entleerung der Etagen erfolgt mittels eines Schwenkförderers. Diese Bretter werden im Durchlauf etikettiert.
Ist der Füllstand erreicht, werden der Filmetagen entleert sowie die Lagen gebildet. Die Bretter durchlaufen die Kallfass-Mehrfachablängsäge mit fünf Sägeaggregaten. Die kürzeste Schnittlänge beträgt 800 mm. „Die abschwenkbaren Sägen sind mit Tandemzylindern ausgestattet, um die Schnitthöhe bis zu 160 mm variieren zu können. Zudem lässt sich die Nullsäge um 500 mm verfahren“, informiert der Kallfass-Projektleiter.
Anschließend erfolgt die Stapelung. Die Maschine ist mit acht Leistenmagazinen ausgerüstet. Um eine höhere Stabilität für den weiteren Transport zu erreichen, kann die Kallfass-Anlage die Bretter auch diagonal stapeln. Bei niedrigeren Paketen sorgt ein Hilfshubwerk mit Schwenkgabeln für mehr Leistung.
Die Pakete für die nachfolgende Leimholzproduktion werden dieser über eine Rollenbahn direkt zugeführt, wobei sich auf halber Strecke Pakete mit einem Gabelstapler entnehmen lassen. Am Ende der Rollenbahn nimmt ein Voith-Automatikkran die Pakete automatisch ab. Versandpakete werden unter der Stapelmaschine nach rechts gefahren. Hier legt zunächst ein höhenverstellbarer Folienspender die Folie automatisch auf den Stapel. Die Kallfass-Mechanisierung übergibt diesen an die Umreifung mit Paketpresse inklusiver vier Kantenschutzgebern. Die Kanthölzer werden auf das Paket gelegt. Damit das Umreifen und Kantholzlegen gleichzeitig stattfinden können, ist die Rollenbahn dreigeteilt. Am nachfolgenden Stapler lassen sich die Pakete aufeinanderstellen. „Alternativ zur Folierung beziehungsweise Umreifung gibt es einen Bypass mit einem Foliertunnel. Dazu werden die Pakete nach der Stapelmaschine nach links ausgeschleust“, erläutert Goldhahn.

Die Bündelungsstation von Kallfass oberhalb der Filmetagen in 6 m Höhe
Bereits die dritte Anlage
Kallfass realisierte bereits 2018 für Cordes eine kleinere Hobellinie, welche 2020 nochmals komplett umgebaut und um eine Bündelungsanlage ergänzt wurde. Beim hier beschriebenen Großprojekt startete die Montage 2021, seit 2022 ist man sukzessive am Hochfahren und Optimieren der Abläufe. „Für die neue Gütesortier- und Hobelanlage haben wir mit rund 65 Lkw Anlagenteile nach Bremerhaven geliefert“, beziffert Goldhahn die Größe des Projekts. Die Anlage ist auf Eingangslängen von 2 bis 6,2 m sowie Breiten von 75 bis 310 mm und Stärken von 16 bis 125 mm ausgelegt.

Start der Kallfass-Anlage: Paketaufgabe und nachfolgende Kippentstapelung

Nach dem TongLoader® beurteilt ein Mitarbeiter die Ware, …
… bevor es durch den Mesutronic-Metalldetektor geht

Kallfass-Einzug in die Hobelmaschine; Leistung: Bis zu 80 Takte pro Minute

Blick auf den Microtec-Goldeneye sowie die Rex-Hobelmaschine
Die Bündelungsstation von Kallfass oberhalb der Filmetagen in 6 m Höhe

Bewährt: Die Mehrfachablängsäge von Kallfass

: Hobelwerksleiter Eduard Dück, der Geschäftsführer der Holzwerke van Roje, Gerhard Hauschulte, und Kallfass-Geschäftsführer Hans Haist.")


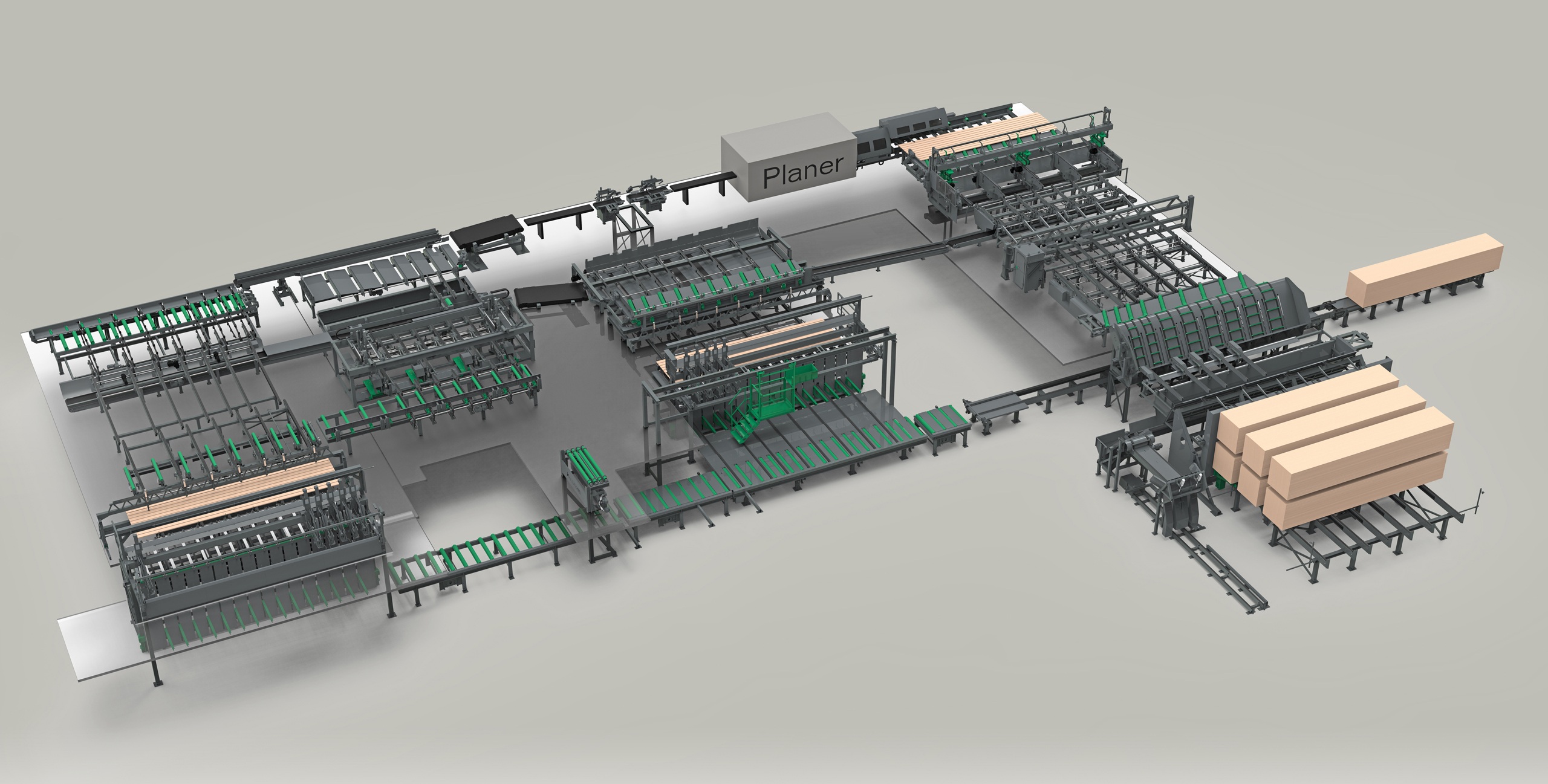
 installiert. Anschließend stehen als Optionen eine Bündelungsstation (2) und eine Markierstation (3) zur Verfügung, bevor die Ware über einen der beiden Stapler (4 und 5) an die Folier- und Umreifungsstation (6) weitergegeben wird. Der Ausgang der Pakete erfolgt nach rechts auf die vor der Halle liegende Abnahme (7). Das Ausschleusen von Material vom Sortierförderer ist möglich (8).")


 der Schärfraum, die Schallschutzkabine der Hobelmaschine und der „Golden Eye“-Scanner.")


 vor dem Einzug in die Hobelmaschine.")










: Der Kallfass-Projektleiter und der Eigentümer des Cordes-Konzern")





.")





